Wichtig: Es gibt nicht die Einstellungen, die für alle passen!
Ihr müsst für euren Drucker und das Filament, das ihr verwendet, die optimalen Einstellungen finden. Die hier angegeben Einstellungen sind allgemeine Angaben, die auf unseren Erfahrungswerten beruhen. Die optimalen Einstellungen können je nach Hersteller des Filaments und sogar je nach Farbe bei gleichem Hersteller, je nach Untergrund und je nach Hardware des Druckers variieren.
Übersicht
- Temperaturen (PLA und PETG)
- Allgemeine Druckfehler
- Spezielle Druckfehler beim Drucken der Behelfsmasken
- Bed-Leveling (mit G-Code)
- Der Schwede
1.Temperaturen (PLA und PETG)
Allgemeine Empfehlungen
| Hotend | Heizbett | Eigenschaften | |
| PLA | 180°C-230°C | 0°C-60°C | Kein Heizbett nötig, sehr einfach zu drucken, das Filament für Einsteiger |
| PETG | 220°C-250°C | 50°C-75°C | Sehr stabil, im Vergleich zu PLA etwas teurer |
Mit diesen PLA Filamenten haben wir mit folgenden Parametern in einem ANET A8 Drucker gute Ergebnisse erzielt:
| Filament (Farbe, Marke, Dicke) | Parameter |
| Weiß BASICFIL 1.75mm | Hotend: 210°C Druckbett: 50°C Untergrund: auf Glas direkt Infill: 0% Schichtdicke (layer height): 0.2mm Druckgeschwindigkeit: 80-90mm/s |
| SUNLU PLA+ 1.75 | siehe oben |
| … |
Mit diesen PETG Filamenten haben wir mit folgenden Parametern in einem Prusa Drucker gute Ergebnisse erzielt:
| Filament | Parameter |
| SunLu PETG 1,75 | Hotend: 220°C Druckbett: 90°C Untergrund: pulverbeschichtetes Federstahlblech, gereinigt mit Isopropanol 99.9 % Infill: 0% Schichtdicke (layer height): 0,2 Brim: 5mm Druckgeschwindigkeit: 80-100 mm/s |
Links
2. Allgemeine Druckfehler

Allgemein
MAKE Artikel: Kinderkrankheiten auskurieren In dem Artikel sind typische Druckfehler und mögliche Problemlösungen beschrieben.
Verformung bei PETG
Insbesondere beim Drucken von PETG-Filament kann es zu sogenanntem Warping kommen. Dabei verzieht und verformt sich das Filament beim Abkühlen. Um diesen ungewollten Effekt zu vermindern, kann man folgendes versuchen:
- Beheiztes Druckbett verwenden
- Unterschied zwischen Heizbett und Düse minimieren
- Erzeugung einer besseren Haftung zwischen Bauteil und Bauplattform mittels Beschichtung (Kapton™-Folie, Blue Masking Tape, PET-Folie, Klebestift, Klebeband, Haarspray, etc.).
- Regelmäßige Reinigung des Druckbetts. (z.B. mit Spiritus)
- Anpassung der Parameter „extrusion width“, „extrusion multiplier“, „raft layers“.
Links
- all3dp 3D Print Warping: 10 Easy Fixes for PLA, PETG & ABS
- 3Dprintingblog: Warping/Verzug bei 3D Druck vermeiden
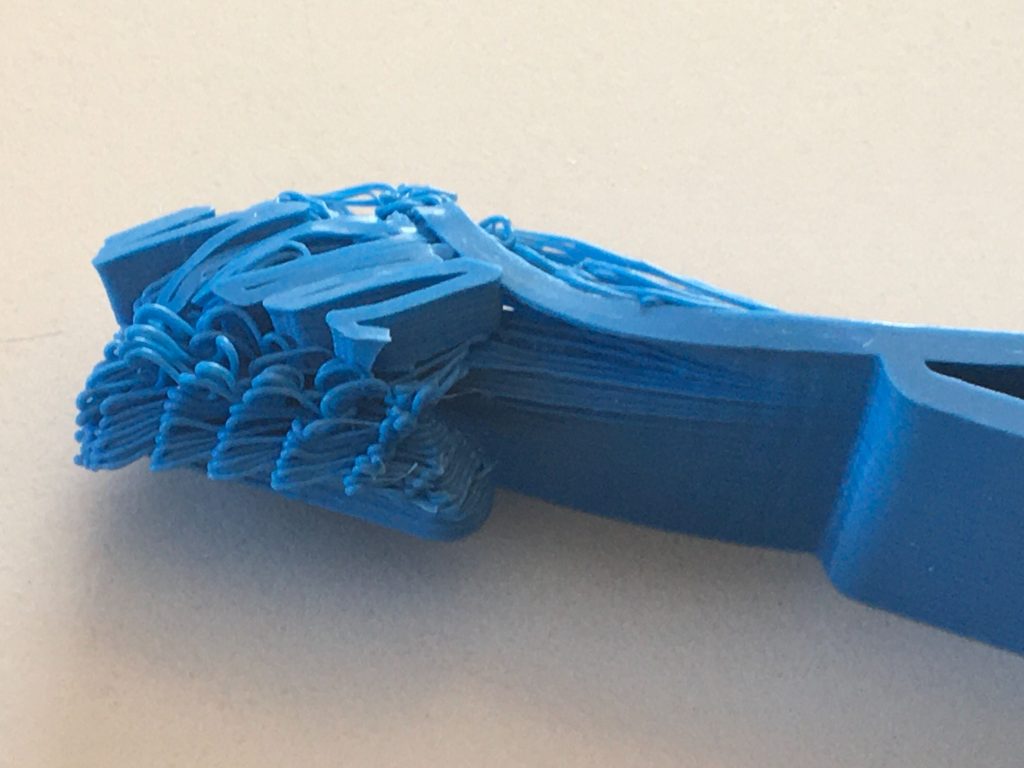
Stringing – Fäden ziehen
Links
3. Spezielle Probleme beim Drucken der Behelfsmasken
Problem: Das Objekt ist nicht mittig platziert und ragt über den Rand des Druckbetts hinaus.
Diagnose: Wahrscheinlich ist der Offset in den Druckereinstellungen nicht korrekt eingestellt.
Lösung: Man kann das Problem durch try andd error umgehen, indem das Objekt im Slicer so lange um die entsprechende Distanz in die richtige Richtung verschiebt und dann als gcode in den Drucker lädt bis es mittig auf dem Druckbett platziert ist. Sicher nicht die eleganteste Lösung und es dauert auch etwas, aber es funktioniert.
Problem: Das Objekt haftet nicht richtig auf der Platte
Drucker: reprap x400 mit Carbonplatte
Material: PLA
Diagnose: Sieht nach einem Haftungsproblem aus. Da der Druck sich auf dem zweiten Bild schon vom Druckbett abhebt.
Mögliche Lösung: Versuche mit Brim zu drucken 3-5 Linien 0,2 Abstand. 1 Layer. Reinige das Druckbett vor dem Druck mit Alkohol (z.B. Spiritus oder Isopropanol).

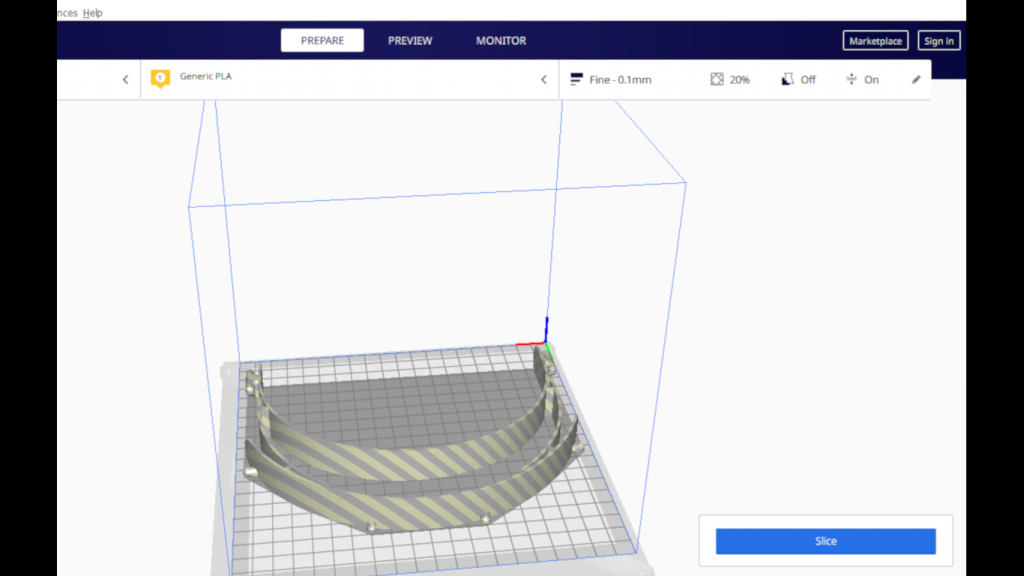
Problem: Das Objekt ist zu groß für meinen Drucker.
Diagnose: bei Druckern mit kleinerem Druckbett (200mm x 200mm) wird das Objekt in Cura als zu groß angezeigt.
Mögliche Lösung: Einfach unter den Advanced-Einstellungen unter Build Plate Adhesion die Zahl der Brim-Linien auf 5-8 reduzieren.
Problem: Der Infill wird unregelmäßig (chaotisch) gedruckt
Diagnose: Manche Slicer haben Probleme mit unseren stl-Dateien.
Mögliche Lösung: Reduziere den Infill wie empfohlen auf 0%. Und wähle in den Einstellungen zur Wandstärke mindestens 2 Perimeter (in Cura: Wall line count)
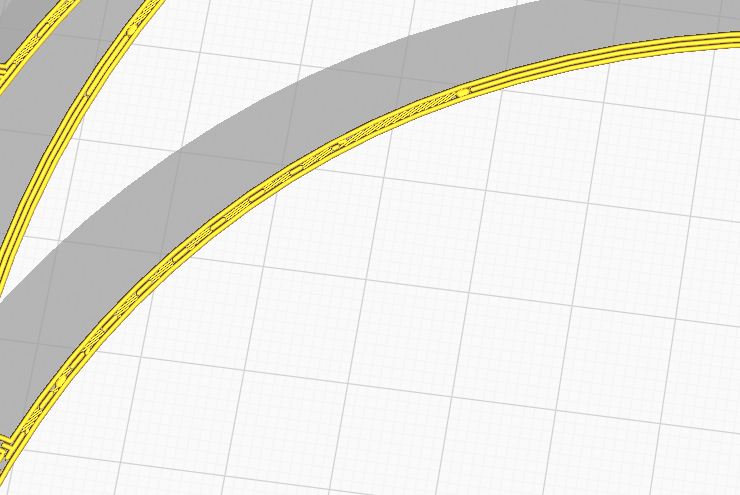
kurioses Infill Bild
4. Bed-Leveling
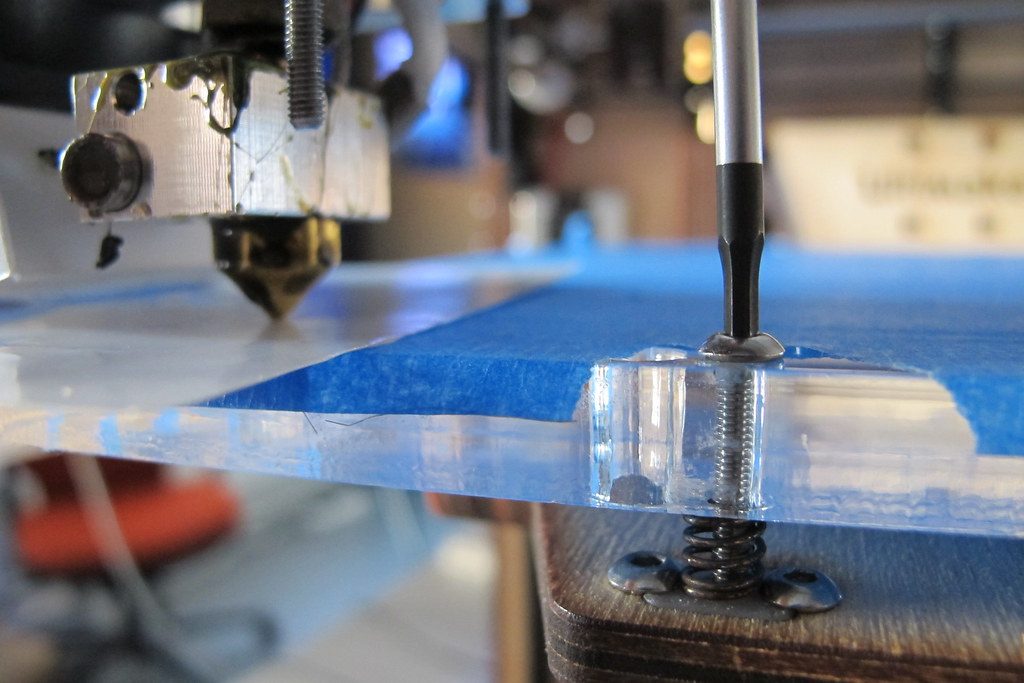
Nicht alle Drucker können automatisch das Druckbett ausrichten. Für das Leveling ist es hilfreich, den Drucker mittels G-Code direkt an die Stellen zu fahren, an denen zum Beispiel mittels Papierprobe das Bett ausgerichtet werden soll.
Hier ist eine G-Code für Drucker wie den Anet A8 (kartesicher Drucker 200 * 200 * 200 mm), um das manuelle Bed-Leveling etwas zu erleichtern:
;Move for leveling front left G0 Z10 G0 X30 Y30 G28 Z
Durch das Anpassen der Zeile G0 X30 Y30 kann die Position auf dem Druckbett angewählt werden. Je nach Drucker ist es hilfreich den Abstand von der Ecke größer oder kleiner zu wählen.
Links
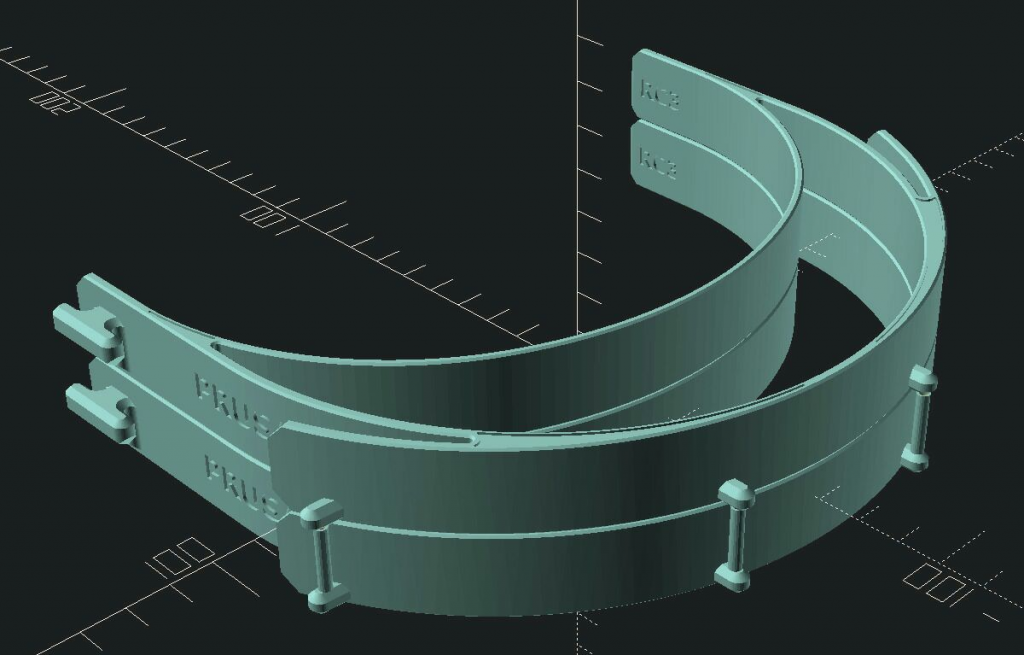
5. Der Schwede
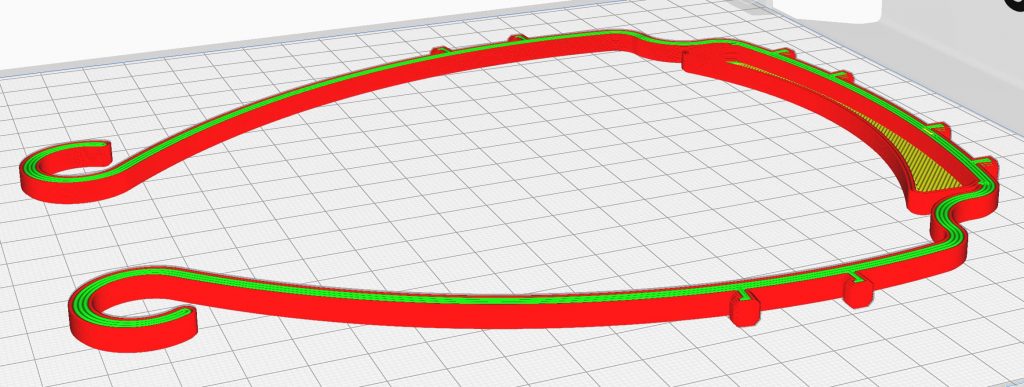
Als erstes möchte ich alle auf die Anleitung verweisen, die 3DVerkstan selbst veröffentlicht hat. https://3dverkstan.se/protective-visor/protective-visor-print-guide/ Hier werden vor allem die unterschiedlichen Möglichkeiten in Kombinationen von dickeren Düsen und/oder besonders leistungsfähigen Hotends/Extrudern beschrieben. Ganz klar – je dicker man drucken kann, desto schneller geht das Ganze. Habt ihr also einen Drucker, der auch etwas mehr Filament extrudieren kann, baut doch mal eine 0.8er oder 1.0er Nozzle ein und testet das mit den Einstellungen, die auf der Seite aufgelistet werden.
Die Grundidee beim Druck des „Schweden“ ist, dass mehr Wände gedruckt werden als Füllung. Das bedeutet, dass man z.B. mit einer Nozzle von 0.4mm, im Slicer folgende Einstellungen vornimmt:
- Schichtdicke: 0.3mm
- Linienbreite: 0.5mm (da überextrudieren wir etwas)
- Anzahl der Wandlinien: 5 (bei 0.4mm Nozzle) (das müsst ihr euch im Slicer in der Vorschau ansehen wann es reicht – die Wandlinien übernehmen die Rolle der Füllung im Rahmen, wenn es keine Lücken mehr gibt ist es gut, es könnte also eventuell auch mit 4 Wandlinien funktionieren… ausprobieren…)
- Füllung: 100% Ich stelle als Füllmuster „Linien“ ein.
Alle weiteren Einstellungen müsst ihr auf Euer Material bezogen einstellen und natürlich auf die Leistungsfähigkeit und besonderen Eigenschaften eures Druckers.
Folgende Angaben sind Erfahrungswerte mit meinem Drucker
Ich habe auf meinem Anycubic I3 Mega S gute Erfahrungen mit einer Druckgeschwindigkeit von 80mm/s gemacht. Den ersten Layer drucke ich langsam (30mm/s) und dünner (0.2mm). Der Schwede braucht normalerweise keinerlei zusätzliche Druckplattenhaftung. Ich verwende im Bereich Druckplattenhaftung dennoch die Funktion Skirt, lasse den Drucker hier aber nur eine einzelne Bahn in einem Skirt-Abstand von 0.5mm drucken – das dient nur dazu den Filamentfluss in Gang zu bringen, bevor der eigentliche Druck losgeht. Ich habe auch mit der Ausrichtung des Schweden auf der Druckplatte herumprobiert bis sich das Teil an keiner Stelle mehr ablöste. Das ist bei mir momentan diagonal.
- Kühlung: Lüfterdrehzahl anfänglich runter auf 0%, später reicht bei mir 40%.
- Combing-Modus: Alle
- Der Druck des geschlossenen Schweden dauert so bei mir knapp 25 Minuten